産業用ロボット普及の裏側
自動化の進展と、
立ちふさがる「研磨自動化の壁」
研磨業界に限らず、現場の人手不足を抱える業界は対策としてロボット導入を進めています。日本ロボット工業会が公開した統計(2024年次)によれば、日本の産業用ロボット稼働台数は約45万台に達し、中国に次ぐ世界有数のロボット導入国としての地位を占めています。しかし研磨工程に限ると、その割合は非常に小さいものとなっています。
国内向けに新しく出荷された産業用ロボットの全用途合計36,929台に対し、「研削・研磨」および「バリ取り・仕上げ」は合計410台と、わずか約1.1%に留まっています。
図2:主要国の稼働台数比較(左)と国内用途別シェア(右)
なぜ、研磨は自動化から取り残されてきたのか。
福吉所長は「研磨は『押し付けすぎると削りすぎるが、反対に弱いと仕上がらない』という非常にシビアな作業。従来のロボットは『位置は正確だが、力加減が苦手』だった為、人の研磨作業を置き換えるのが困難でした」と述べています。
まさにその臨機応変な力加減こそが職人技に依ったもので、それを機械で再現するのが困難だったことが、研磨の自動化を阻んでいた大きな理由です。
研磨自動化を阻んできた主な要因
シビアな押し付け加減
「押し付けすぎると削りすぎ、弱いと仕上がらない」という極めてシビアな管理が求められます。
力加減の制御
従来のロボットは「位置」の制御は得意ですが、人のような柔軟な「力の加減」が苦手でした。
研磨材の経時的な摩耗
砥石やペーパーは使用に伴い摩耗し、研削力が刻々と変化します。この「道具側の変質」に合わせた動的な補正が不可欠です。
ワークの反りと個体差
摩擦熱による微細な「歪み」や、成形時の「数ミリの誤差」。あらかじめ決めた軌道と現実の形とのズレが、加工不良の直接的な原因となります。
制御のパラダイムシフト
「従うロボット」から
「感じるロボット」へ
これまでの自動化は、教示(ティーチング)された通りに動く「位置制御」が主体でした。しかし、研磨のように変動要素が多く、さらに連続する工程では、ロボット自身が対象を「感じ取り」、リアルタイムに順応する「能動的制御」への転換が必要です。
この転換の核心となるのが、FerRobotics社が開発したACT(Active Compliant Technology:能動的コンプライアント技術)です。
Traditional
従来の力覚センサー方式
- 力の変化を検知してから修正する「後追い」の制御
- 姿勢変化による重力影響を制御で補正する必要があり、押付力がバラつきやすい
- 大きな変位は制御追従に依存するため、補正範囲や応答性に制約が生じやすい
- 力制御パラメーターの設定やチューニングなど、高度で煩雑なプログラミングが必須
Next Gen (ACT)
能動的コンプライアント
- 35mm~98mmのストローク内(※機種によって異なります)で、位置ズレや形状のバラつきを機械的に自動補正
- 姿勢の変化(重力荷重)に影響されることなく、常に一定の押付力を物理的に維持
- 広い補正範囲と超高速な応答性を両立し、シビアな研磨条件にもリアルタイムで適応
- 複雑な力制御プログラミングは一切不要。短期間でのセットアップと導入が可能
ACTは、単なる力センサーではありません。表面の不規則性や微細な形状変化に対し、リアルタイムで物理的な応答を繰り返す「能動的な触覚(Active tactile sense)」そのものです。
この技術により、ロボットは複雑なワークの表面に直感的に適応し、接触力を自動的に調整し続けます。研磨材が摩耗して薄くなっても、ACTがその厚みの変化を即座に感知して突き出し量を調整するため、設定された押付力を1グラム単位で維持することが可能です。
命令に従うだけの「道具」から、ワークの状態や道具の摩耗に自律的に順応し、熟練工のような柔軟なプロセスを再現する「知能を持ったインターフェース」へ。この進化が、かつて不可能とされた高度な研磨自動化を現実のものにしました。
設定から加工完了まで

設定、主要ポイントのティーチング
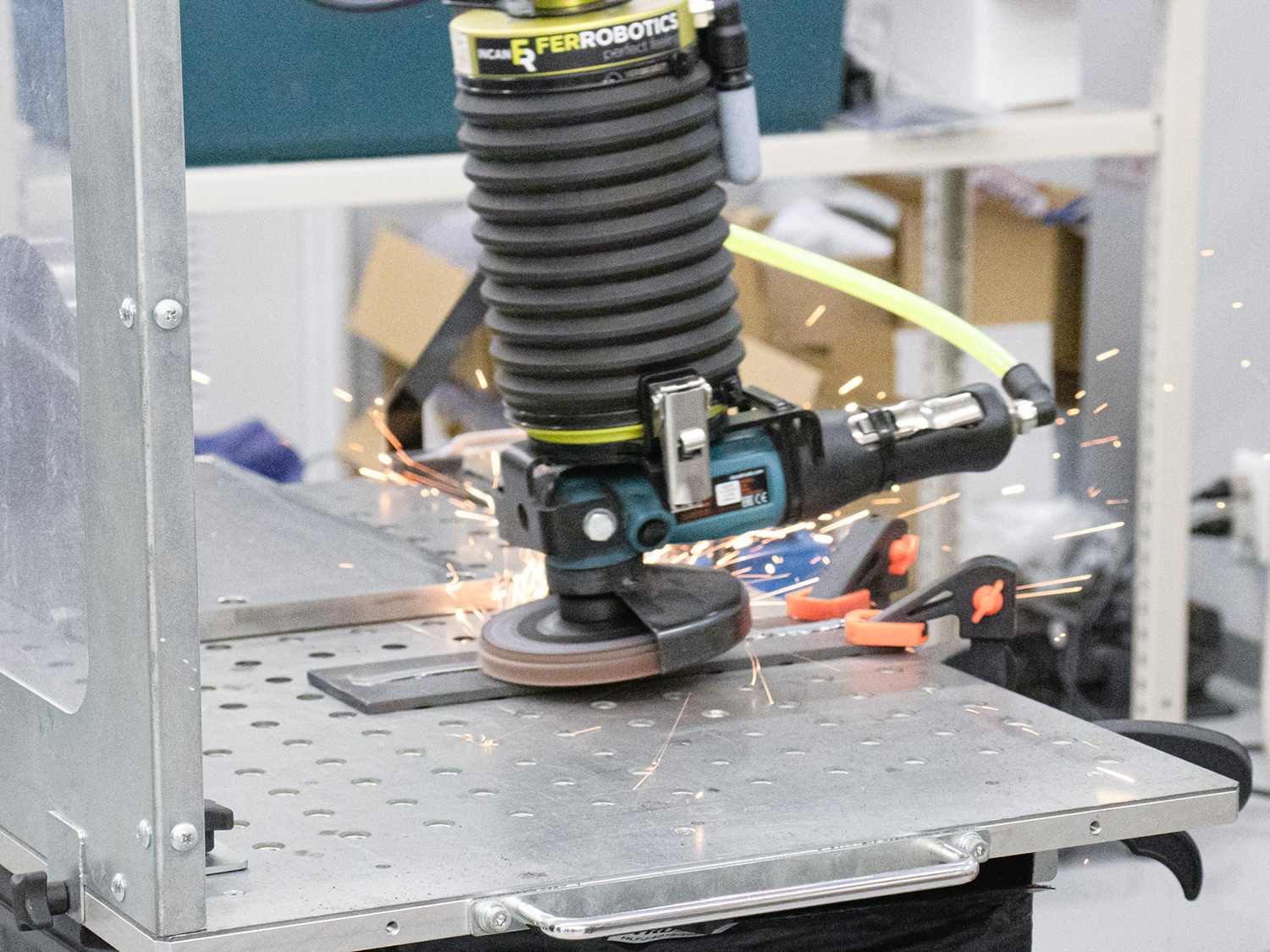
自動加工中
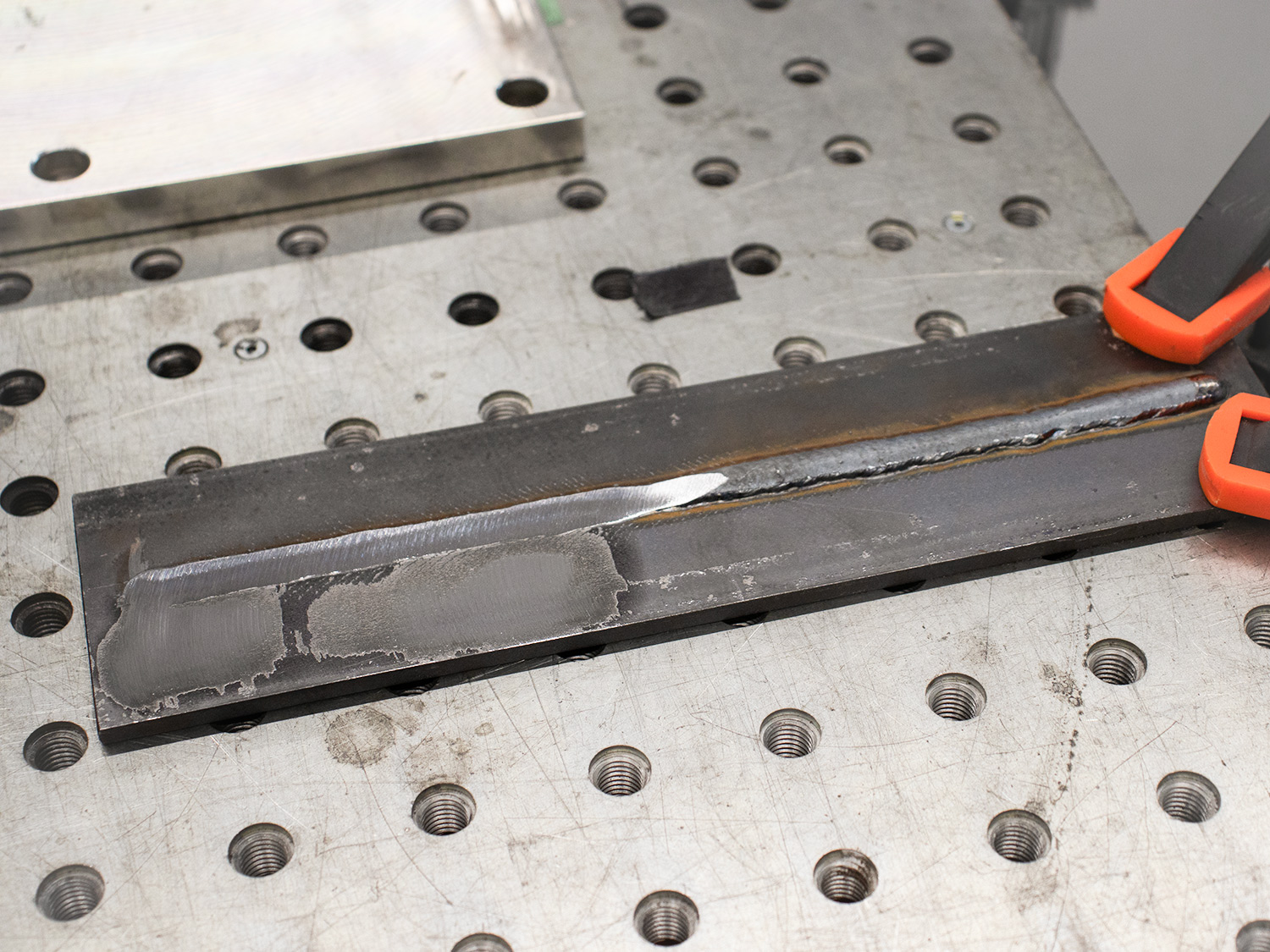
加工結果
実際に一連の流れを見学しましたが、設定開始から加工完了までわずか数分でした。設定はタッチパッドを用いて直感的に行えるため、この効率化はワークが複雑であればあるほど、量が多ければ多いほど効果が大きくなると感じます。
Agency Interview
「『感じるロボット』への進化は、従来の自動化と何が決定的に違うのでしょうか?」
(仮の回答:従来のロボットが『石にパスを刻む』ようなものだとしたら、FerRoboticsは『熟練職人が指先で撫でる』感覚そのものです。道具側が合わせてくれる柔軟な知能こそが、多品種少量生産の自動化におけるミッシングリンクだったのです。)
省人化を超えた生産性の向上
経済的インパクト:
プロセスの最適化
FerRoboticsの真価は、省人化を超えた「プロセスの最適化」にあります。ACT技術は研磨材の不必要な摩耗を抑え、寿命を最大3〜4倍に延ばし、消費量を6割削減した事例も報告されています。結果として、交換頻度や廃棄量が減り、エコにもつながります。
図3:Marlan Solid Surface社における実数値比較
寿命が伸びて消費量が減ることは、そのままコスト削減と環境負荷低減につながります。自動化は「速くする」だけでなく、「無駄を減らす」ことでも価値を生み出します。

